專注冷彎型鋼設(shè)備研發(fā)與制造
一、加工效率:連續(xù)成型 vs 單次加工
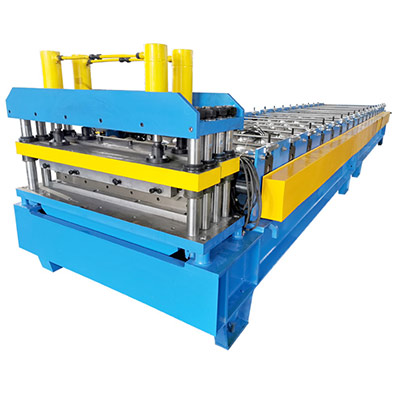
冷彎成型機(jī)與傳統(tǒng)加工設(shè)備在加工效率上存在顯著差異。冷彎成型機(jī)采用連續(xù)成型的加工方式,金屬材料通過(guò)進(jìn)料裝置進(jìn)入成型機(jī)構(gòu)后,在多組連續(xù)排列的軋輥?zhàn)饔孟轮鸩酵瓿伤苄宰冃危麄€(gè)加工過(guò)程連續(xù)不間斷,無(wú)需頻繁停機(jī)調(diào)整,成型速度快,尤其適用于批量生產(chǎn)。以型材加工為例,冷彎成型機(jī)的成型速度可達(dá)每分鐘數(shù)米甚至數(shù)十米,能夠大幅提升生產(chǎn)效率。而傳統(tǒng)加工設(shè)備如沖床、折彎?rùn)C(jī)等,采用單次加工的方式,每完成一次加工都需要停機(jī)、送料、定位,加工流程繁瑣,加工速度較慢。對(duì)于批量生產(chǎn)的型材產(chǎn)品,傳統(tǒng)加工設(shè)備的效率遠(yuǎn)低于冷彎成型機(jī),無(wú)法滿足大規(guī)模生產(chǎn)的需求。
二、加工精度:精準(zhǔn)可控 vs 依賴經(jīng)驗(yàn)
加工精度是衡量加工設(shè)備性能的重要指標(biāo),冷彎成型機(jī)在加工精度上具有明顯優(yōu)勢(shì)。冷彎成型機(jī)采用精密設(shè)計(jì)的軋輥組和精準(zhǔn)的控制系統(tǒng),能夠?qū)崿F(xiàn)對(duì)材料變形過(guò)程的精準(zhǔn)控制,每一組軋輥的彎曲角度和形狀都經(jīng)過(guò)嚴(yán)格計(jì)算,材料在連續(xù)成型過(guò)程中受力均勻,成型后的產(chǎn)品截面尺寸精度高、形狀一致性好。此外,冷彎成型機(jī)的控制系統(tǒng)可對(duì)加工參數(shù)進(jìn)行精準(zhǔn)調(diào)節(jié),進(jìn)一步提升加工精度。而傳統(tǒng)加工設(shè)備的加工精度主要依賴操作人員的經(jīng)驗(yàn)和技能,操作人員在調(diào)整設(shè)備、定位材料的過(guò)程中容易產(chǎn)生誤差,導(dǎo)致加工出的產(chǎn)品精度參差不齊,尤其是對(duì)于復(fù)雜截面形狀的型材,傳統(tǒng)加工設(shè)備難以保證加工精度。
三、材料利用率:少?gòu)U料 vs 高損耗
材料利用率直接影響生產(chǎn)成本,冷彎成型機(jī)在材料利用率上遠(yuǎn)高于傳統(tǒng)加工設(shè)備。冷彎成型機(jī)采用連續(xù)軋制的加工方式,材料在成型過(guò)程中幾乎沒有廢料產(chǎn)生,僅在切斷階段會(huì)產(chǎn)生少量的端頭廢料,材料利用率可達(dá)95%以上。而傳統(tǒng)加工設(shè)備在加工過(guò)程中會(huì)產(chǎn)生大量廢料,例如沖床加工需要先對(duì)沖裁出所需的坯料,會(huì)產(chǎn)生較多的邊角料;折彎?rùn)C(jī)加工對(duì)于材料的尺寸要求較為嚴(yán)格,若材料尺寸不合適,也會(huì)產(chǎn)生廢料。這些廢料不僅增加了材料成本,還需要額外進(jìn)行處理,提升了生產(chǎn)的綜合成本。對(duì)于大規(guī)模生產(chǎn)而言,冷彎成型機(jī)的低廢料優(yōu)勢(shì)能夠有效降低生產(chǎn)成本,提升企業(yè)的經(jīng)濟(jì)效益。
四、適用范圍:多品類 vs 單一化
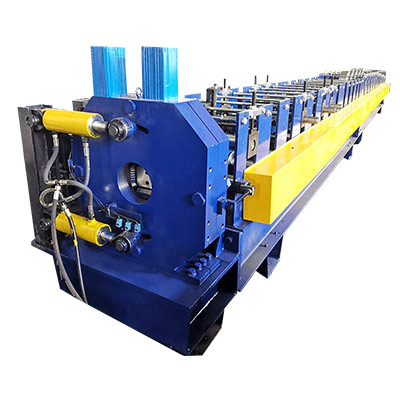
冷彎成型機(jī)的適用范圍更為廣泛,能夠加工多種類型、多種截面形狀的型材產(chǎn)品。通過(guò)更換不同的軋輥組,冷彎成型機(jī)可加工出槽型、角型、工字型鋼、方管、圓管等多種截面形狀的型材,同時(shí)可適配不同厚度、不同材質(zhì)的金屬材料。此外,冷彎成型機(jī)還可根據(jù)客戶的特殊需求,定制專用的軋輥組,加工出個(gè)性化的型材產(chǎn)品。而傳統(tǒng)加工設(shè)備的適用范圍相對(duì)單一,一種設(shè)備通常只能加工特定類型或特定截面形狀的產(chǎn)品,例如沖床主要適用于板材的沖裁、沖孔等加工,折彎?rùn)C(jī)主要適用于板材的彎曲加工,若需要加工不同類型的產(chǎn)品,需更換不同的設(shè)備,增加了設(shè)備投入成本。此外,冷彎成型機(jī)的自動(dòng)化程度高,可實(shí)現(xiàn)從進(jìn)料、成型到切斷的全流程自動(dòng)化加工,減少了人工操作,降低了人工成本;而傳統(tǒng)加工設(shè)備的自動(dòng)化程度較低,需要大量的人工進(jìn)行操作,人工成本較高。